



Filtr pasa grawitacyjnego z serii 4new LG
Opis
Filtr paska grawitacyjnego ma ogólnie zastosowanie do filtracji płynu tnącego lub płynu szlifowania poniżej 300 l/min. Separacją magnetyczną serii LM można dodać do przedsprzedaży, filtr torebki można dodać do wtórnej filtracji, a urządzenie kontroli temperatury chłodzenia można dodać, aby precyzyjnie kontrolować temperaturę płynu szlifowania, aby zapewnić czyste płyn szlifierski o regulowanej temperaturze.
Gęstość bibuły filtracyjnej wynosi na ogół 50 ~ 70 metrów kwadratowych masy gramowej, a bibułka filtracyjna o wysokiej gęstości wkrótce zostanie zablokowana. Dokładność filtrowania filtra pasa grawitacyjnego jest średnia dokładność nowego i brudnego bibuły filtracyjnej. Początkowy etap nowego bibuły filtracyjnej jest określany przez gęstość bibuły filtracyjnej, która wynosi około 50-100 μm; W użyciu jest to określone przez gęstość porów warstwy filtrowej utworzona przez akumulację reszty filtra na powierzchni bibuły filtracyjnej i stopniowo wzrasta do 20 μm, więc średnia dokładność filtrowania wynosi około 50 μm. 4NEW może dostarczyć wysokiej jakości bibułę filtracyjną do filtracji.
Sposób rozwiązania powyższych niedociągnięć polega na dodaniu worka filtracyjnego na filtrze papieru jako filtra wtórnego w celu poprawy dokładności filtrowania. Pompa filtracyjna wysyła płyn szlifierowy filtrowany przez bibułę do filtra worka filtracyjnego. Udoskonalona torba filtracyjna może uchwycić kilka mikrometrów drobnych zanieczyszczeń gruzu. Wybór torby filtracyjnej o innej dokładności może sprawić, że płyn szlifujący filtrowany przez filtr wtórny osiągnął wysokość 20 ~ 2 μm.
Odlewanie szlifowania lub ultra drobne szlifowanie części stalowych spowoduje dużą liczbę drobnych szumów szczątków, co jest łatwe do zablokowania pory bibuły filtracyjnej i powodują częste zasilanie papieru. Należy dodać wydajny separator magnetyczny serii LM, aby oddzielić większość szlamu szczątków od brudnego płynu szlifowania przez wydajny separator magnetyczny i nie wprowadzaj papieru do filtrowania, aby zmniejszyć zużycie bibuły filtracyjnej.
Precyzyjne szlifowanie ma również wysokie wymagania dotyczące fluktuacji temperatury płynu szlifowania, a dokładność kontrolna temperatury szlifowania płynu oczywiście wpłynie na dokładność wymiarową przedmiotu obrabianego. Temperaturę szlifowania płynu można kontrolować w granicach ± 1 ℃ ~ 0,5 ℃ poprzez dodanie urządzenia chłodzenia i kontroli temperatury w celu wyeliminowania deformacji termicznej spowodowanej zmianą temperatury.
Jeśli płyn wylot narzędzia maszynowego jest niski, a rozładowana brudna ciecz nie może bezpośrednio wejść do filtra, można dodać pompę, aby odesłać ją do urządzenia powracającego ciecz. Zbiornik powrotny odbiera brudną ciecz rozładowywaną przez maszynę, a pompa powrotna serii PD i PS przenosi brudną ciecz do filtra. Pompa powrotna serii PD/PS może dostarczyć brudne chipy zawierające płyn i można ją suszać przez długi czas bez wody, bez uszkodzeń.
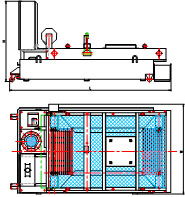
Filtr paska grawitacyjnego (typ podstawowy)
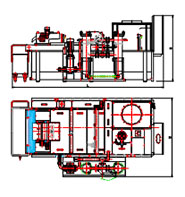
Filtr pasa grawitacyjnego+separator magnetyczny+torba
Filtracja+kontrola termostatyczna
Przypadki klientów





