



4New LG Series Gravity Belt filter
Opis
Gravitacijski pasovni filter je na splošno veljaven za filtracijo rezalne tekočine ali brušene tekočine pod 300L/min. Za predhodno ločitev lahko dodate magnetno ločitev serije LM, za sekundarno fino filtracijo lahko dodate filter vrečke, napravo za nadzor temperature hladilne temperature pa lahko dodate, da natančno nadzorujete temperaturo brusilne tekočine, da zagotovite čisto brusilno tekočino z nastavljivo temperaturo.
Gostota filtrirnega papirja je na splošno 50 ~ 70 kvadratnih metrov gram teže, filtrirni papir z visoko gostoto pa bo kmalu blokiran. Natančnost filtriranja filtra Gravitacijskega pasu je povprečna natančnost novega in umazanega filtrirnega papirja. Začetna stopnja novega filtrirnega papirja je določena z gostoto filtrirnega papirja, ki je približno 50-100 μm; V uporabi ga določimo gostota pora filtrirne plasti, ki nastane z kopičenjem ostankov filtra na površini filtrirnega papirja in se postopoma poveča na 20 μm, tako da je povprečna natančnost filtriranja 50 μm ali več. 4New lahko zagotovi kakovosten filtrirni papir za filtracijo.
Način za odpravo zgornjih pomanjkljivosti je dodajanje filtrirne vrečke na papirni filter kot sekundarni filter za izboljšanje natančnosti filtriranja. Filtrirna črpalka pošlje brusno tekočino, filtrirano s papirjem v filter filtrirne vrečke. Visoko natančna filtrirna torba lahko zajame več mikrometrov finih nečistoč. Če izberete filtrirno vrečko z različno natančnostjo, lahko mletsko tekočino filtrirate s sekundarnim filtrom, ki doseže 20 ~ 2 μm visoko čistočo.
Vlivanje brušenja ali ultra fino mletje jeklenih delov bo ustvarilo veliko število drobnih bludge za brušenje, ki ga je enostavno blokirati pore filtrirnega papirja in povzročajo pogosto hranjenje papirja. Učinkovit magnetni ločevalnik serije LM je treba dodati, da se večina blata za brusinje loči od umazane brusilne tekočine vnaprej z učinkovitim magnetnim separatorjem in ne vstopite v papir za filtriranje, da se zmanjša poraba filtrirnega papirja.
Natančno brušenje ima tudi velike potrebe za temperaturno nihanje mletja tekočine, kontrolna natančnost temperature brušenja tekočine pa bo očitno vplivala na dimenzijsko natančnost obdelovanja. Temperaturo brusilne tekočine lahko nadziramo znotraj ± 1 ℃ ~ 0,5 ℃ z dodajanjem naprave za hlajenje in temperaturo za odpravo toplotne deformacije, ki jo povzroči sprememba temperature.
Če je tekočina iztoka obdelovalnega stroja nizek in izpuščena umazana tekočina ne more neposredno vstopiti v filter, lahko dodamo črpalko, da jo pošljete nazaj v tekočo napravo, ki se vrača. Vrnitev rezervoarja prejme umazano tekočino, ki jo izprazni strojni stroji, in povratna črpalka serije PD & PS prenese umazano tekočino v filter. Povratna črpalka serije PD/PS lahko dostavi umazano tekočino, ki vsebuje čips, in jo lahko dolgo posušimo brez vode, brez poškodb.
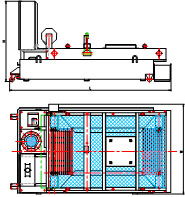
Gravitacijski filter pasu (osnovni tip)
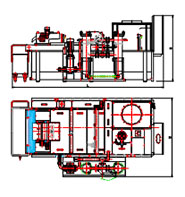
Gravitacijski jermen filter+magnetni separator+vrečka
Filtracija+termostatski nadzor
Primeri strank





